
Параметры режима дуговой сварки и их влияние на форму ванны и размеры швов
К основным параметрам дуговой сварки относятся сила тока дуги Iд, напряжение дуги Uд и скорость сварки uсв. Полная мощность сварочной дуги
qo = IдUд
Тепловложение на единицу длины шва определяется погонной энергией (qоηи/υсв) и условиями сварки, оказывающими влияние на ηи. Величина ηи в зависимости от условий сварки может меняться от 0,3 до 0,95.
Сила тока дуги в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева, повышается температура плазмы столба дуги, стабилизируется положение активных пятен на электроде и изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточенности энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения силы тока глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной;
H= κIд,
где k — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.
С увеличением напряжения дуги также возрастает тепловая мощность дуги, а следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью
е = kIдUд/(υсвs),
где s — толщина свариваемого металла.
При постоянной силе сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. По-видимому, это обусловлено некоторым снижением эффективного к. п. д. дуги и большими возможностями для блуждания активного пятна по поверхности сварочной ванны.
Путем медленного уменьшения длины дуги и соответственно напряжения дуги можно перейти к сварке погруженной дугой (рис. 3.2).
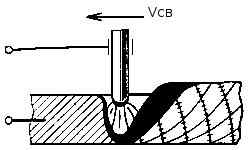
Рис. 3.2. Схема сварки погруженной дугой
При постоянной погонной энергии повышение скорости сварки и вызывает увеличение термическою к. п. д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и уменьшению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения ширины е и длины L сварочной ванны:
L=k (UдIд)2/(vсвs2)
При постоянной силе сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и поодвижность дуги. В связи с этим при увеличении диаметра электрода уменьшается давление дуги на расплав, снижается глубина проплавления ванны и возрастает ее ширина.
Дополнительные параметры связаны с условиями ведения р процесса сварки и особенностями горения дуги. Так, при одной v н гой же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать колебания электрода и др. Эти особенности процесса также сказываются на формировании ванны и конечных размерах швов.
В зависимости от рода тока и полярности на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде Wа и катоде Wк, приближенно оценивать по эффективному падению напряжений, то получим зависимости
Wa = Uэа = Ua +
(φ + 2κТ),
Wк = Uэк = Uк+( φ +
2κТ),
где Ua и Uк — анодное и катодное падение напряжений; φ , kT — потенциальная и кинетическая энергия электронов.
На катоде не вся энергия (Uк) переходит в теплоту. Часть ее (φ + 2κT) уносится в плазму столба дуги. На аноде выделяется энергия Ua; и прибавляется потенциальная и термическая энергия электронов. Количество теплоты, выделенное на катоде, зависит от потенциала ионизации дугового газа. Поэтому разница в тепловыделении на катоде и аноде определяется способом дуговой сварки. В реальных условиях при сварке на прямой полярности (анод на изделии) глубина проплавления оказывается меньше,чем при сварке на обратной полярности (катод на изделии).
Это легко объясняется формой столба дуги (рис. 3.3). Анодное пятно занимает большую площадь по сравнению с катодным. Поэтому ширина ванны и шва при сварке на прямой полярности возрастает.
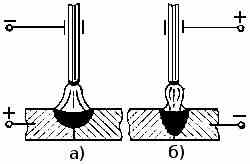
Рис. 3.3. Характер горения дуги и форма сварочной ванны: а — на прямой полярности; б — на обратной полярности
При выборе рода тока необходимо учитывать влияние магнитного поля дуги на ее отклонение (магнитное дутье). Наличие вблизи дуги ферромагнитных масс или посторонних магнитных полей усиливает это явление. Формирование сварочной ванны и шва при действии магнитного поля меняется. Наблюдается вытеснение расплавленного металла из сварочной ванны, снижение глубины проплавления и т. п.
Меры борьбы с отклонением дуги собственным магнитным полем заключаются в правильном токоподводе, устранении ферромагнитных масс вблизи дуги, ориентировании угла наклона электрода по направлению отклонения столба дуги. Полное устранение магнитного дутья достигается при питании дуги переменным током.
Изменяя угол наклона электрода в плоскости продольной оси шва, можно существенно влиять на размеры сварочной ванны и шва (рис. 3.4). При α < 90° сварку выполняют углом вперед. Давление дуги вытесняет расплавленный металл в головную часть ванны. При этом глубина проплавления основного металла снижается. При α > 90° сварку выполняют углом назад. Давление дуги способствует интенсивному вытеснению расплавленного металла из головной части ванны в хвостовую. Глубина проплавления возрастает.
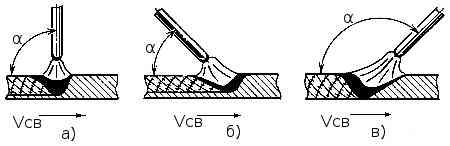
Рис. 3.4. Влияние угла наклона
электрода а на формирование сварочной ванны и шва при сварке:
а —
вертикальным электродом; б — углом вперед; в — углом назад 42
Аналогичные результаты могут быть получены отклонением столба дуги магнитным полем при вертикальном расположении электрода (рис. 3.5).
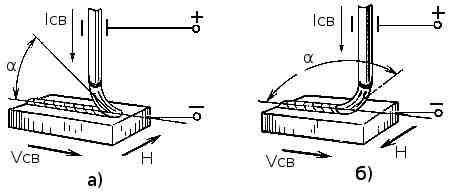
Рис. 3.5. Отклонение дуги
магнитным полем при сварке; а — углом вперед; б — углом назад; Н — направление
магнитного потока; а — угол наклона дуги
При поперечных колебаниях электрода возрастает ширина шва и снижается глубина проплавления. Изменяются условия кристаллизации и тепловой цикл в зоне термического влияния. Колебания электрода в процессе сварки обычно осуществляются с частотой 10—60 Гц и амплитудой 2-4 мм. Для этих целей используют различные по конструкции и принципу действия устройства.
На практике часто используют сварку двумя одновременно горящими дугами с общим и раздельным плавильным пространством; расщепленным электродом (двумя или более) и, особенно, сварку трехфазной дугой (рис. 3.6). Изменяя характер воздействия дуги, можно при той же мощности добиваться существенного изменения глубины проплавления и ширины сварочной ванны. Так, например, сварка расщепленным электродом обеспечивает меньшую глубину проплавления при значительном увеличении ширины шва по сравнению с одноэлектродной сваркой.
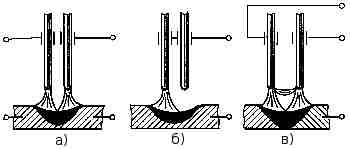
Рис. 3.6. Многодуговая
сварка:
а — двумя дугами; б — расщепленным электродом; в — трехфазной
дугой









