
Источником теплоты при этом методе служит концентрированный поток электронов. Зона нагрева электронным лучом в зависимости от степени фокусировки может изменяться в значительных пределах. В современных сварочных установках диаметр пятна нагрева может изменяться от 0,05 до 5 мм, плотность энергии в нем 104—106 Вт/см2. Электронный луч позволяет выполнять сварку материалов с максимальной глубиной проплавления и минимальной зоной термического влияния.
Процесс электронно-лучевой сварки осуществляется в камерах. Различают однокамерные и двухкамерные установки электронно-лучевой сварки (рис. 5.1).
Электронно-лучевой сваркой могут быть получены различные виды сварных соединений и достаточно большое количество типов швов. Наибольшее распространение способ получил при выполнении стыковых, угловых и реже тавровых соединений. Технологические особенности подготовки кромок и сборки их перед сваркой связаны со специфичностью электронного луча как источника нагрева. В первую очередь необходимо учитывать малые размеры пятна нагрева. Это приводит к получению узких клиновидных швов. Отсюда вытекают высокие требования к точности сборки свариваемых элементов. Подготовка кромок должна обеспечить возможность их тщательной подгонки по всей длине с минимальным зазором и смещением по высоте.
Электронно-лучевая сварка осуществляется в большинстве к случаев без подачи присадочного материала. Выпуклость шва, как правило, отсутствует. Следовательно, разделка кромок нежелательна.
При сварке стыковых соединений со сквозным проплавлением для формирования обратной стороны шва могут быть использованы остающиеся или съемные подкладки. В отличие от дуговой сварки давление потока электронов на сварочную ванну невелико. Импульс давления, передаваемый единице площади электронным лучом,
Р = i√Uo,
где i — плотность тока электронного луча; Uo — ускоряющее напряжение.
Основное пространственное положение — нижнее. Допускаются значительные отклонения от нижнего с переходом в вертикальное положение по схеме формирования швов на подъем (снизу вверх). При этом создаются условия получения более глубокого проплавления, благоприятных очертаний шва и даже небольшой выпуклости.
Процесс электронно-лучевой сварки может быть выполнен с поверхностным нагревом кромок и глубинным (рис. 5.2). В первом случае при сварке используют небольшие плотности энергии в пятне нагрева или недофокусировку луча. Во втором случае применяют высокие плотности энергии в пятне нагрева и оптимальную фокусировку. В сварочной ванне образуется кратер, который способствует глубинному проплавлению металла. Поверхностный нагрев применяют в основном при сварке тонких металлов; он способствует увеличению ширины шва и зоны термического влияния.
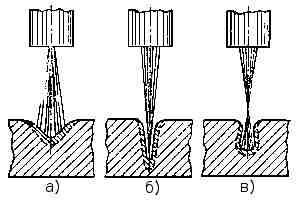
Рис. 5.2. Влияние фокусировки
на конфигурацию потока электронов и форму ванны: а — недофокусировка; б —
оптимальная фокусировка; в — перефокусировка
Часто встречающийся дефект — несплавление кромок в корне шва—связан со смещением луча относительно стыка при клиновидной форме сечения шва. С увеличением толщины свариваемых элементов вероятность несплавлений возрастает. Исходя из этого требуется высокая точность направления луча по стыку (отклонения не более ±0,15 мм) с применением систем слежения.
Основные параметры режима электронно-лучевой сварки — сила тока, ускоряющее напряжение, скорость сварки. Ускоряющее напряжение и сила тока луча определяют мощность источника нагрева.
Ускоряющее напряжение в основном определяет тепловую энергию в пятне нагрева, оказывает исключительно большое влияние на глубину проплавления сварочной ванны. При сохранении постоянной удельной мощности в пятне нагрева глубина проплавления увеличивается с повышением ускоряющего напряжения. В первом приближении глубина проплавления пропорциональна квадратному корню из ускоряющего напряжения.
На практике электронно-лучевую сварку выполняют при ускоряющем напряжении 10—100 кВ. В процессе сварки необходима высокая стабильность ускоряющего напряжения.
Колебание напряжения (±0,1 %) приводит к существенному изменению диаметра пятна нагрева и отклонению электронного луча относительно свариваемого стыка.
Сила тока электронного луча оказывает большое влияние на ширину сварочной ванны и шва. Увеличение силы тока приводи: к их существенному возрастанию. Глубина проплавления сварочной ванны мало зависит от силы тока. Однако общее увеличение мощности электронного луча приводит к некоторому ее возрастанию.
Для увеличения глубины проплавления при сравнительно небольших ускоряющих напряжениях может быть использован способ формирования шва на подъем. Особенно большой эффект достигается при сварке вертикальных швов. В этом случае сила тока электронного луча значительно увеличивается и достигает 1 А и выше. На практике силу тока электронного луча выбирают от десятков миллиампер до 1 А и более.
Скорость сварки влияет на размеры сварочной ванны и шва, э как и при дуговой сварке. Увеличение скорости сварки при сохранении постоянства погонной энергии несколько увеличивает глубину проплавления, мало влияя на ширину шва.
На размер сварочной ванны и шва оказывают влияние и дополнительные параметры режима: сила тока в магнитной фокусирующей линзе, остаточное давление в камере; время импульса и паузы при импульсной сварке, колебания электронного луча; расстояние от пушки до свариваемого изделия и др.
Особенно большое влияние на размеры сварочной ванны и шва оказывает сила тока
в магнитной фокусирующей линзе (фокусировка). Этот параметр режима определяет
конфигурацию потока электронов по отношению к свариваемому изделию (рис.
5.2), форму ванны и диаметр пятна нагрева. Регулированием тока в магнитной
линзе можно в широких пределах изменять концентрацию
тепловой энергии в
пятне нагрева. Это значит, что при одинаковом значении погонной энергии можно
получать различную по форме очную ванну и шов (рис. 5.3). При
увеличении силы тока Iф окусирующей линзе ширина ванны е сначала снижается, а м
возрастает.

Рис. 5.3. Зависимость глубины проплавления, ширины и площади шва от силы тока в фокусирующей линзе
Изменение глубины проплавления h при изменении силы тока в фокусирующей линзе имеет зависимость с резко выраженным максимумом. Вследствие того, что ηи и ηt при электронно-лучевой сварке близки к своему максимуму, площадь проплавления шва Fm мало зависит от фокусировки. На практике силу тока в фокусирующей линзе выбирают в пределах 50-100 мА (для пушек со средним ускоряющим напряжением).
Остаточное давление в камере определяет стабильность процесса и качество сварных соединений. Разрежение должно быть достаточным для исключения дугового разряда в течение всего нриода сварки. Увеличение давления в камере снижает мощность электронного луча и уменьшает его проникающую способность. Для сохранения постоянного вакуума производительность откачных насосов рассчитывают с учетом повышения давления в камере в процессе сварки. При электронно-лучевой сварке давление в камере поддерживается на уровне 10-2 - 10-4 Па.
Колебания электронного луча позволяют избежать ряда дефектов, свойственных электронно-лучевой сварке (подрезов, несплавлений кромок в корне шва и др.). Используют прямоугольные Млн синусоидальные поперечные колебания луча в широком диапазоне частот (10—800 Гц). Амплитуду колебаний выбирают в пределах 0,5-2 мм. Большие значения амплитуды приводят к раздвоению электронного луча относительно стыка и формированию раздельных ванн. Наряду с поперечным применяют и продольное колебание луча.
Расстояние от электронной пушки до свариваемого изделия (допускается в широких пределах: 50-120 мм для низковольтных Пушек и 50—500 мм для высоковольтных. Изменение расстояния п процессе сварки на несколько миллиметров не оказывает заметного влияния на размеры швов и их качество.
При импульсном режиме электронно-лучевой сварки тепловыделение дополнительно регулируется частотой и длительностью сварочных импульсов. Импульсная электронно-лучевая сварка особенно целесообразна при выполнении швов с минимальной зоной термического влияния.
Электронно-лучевая сварка нашла большое применение при изготовлении конструкций из молибдена, вольфрама, тантала, ниобия и других тугоплавких и активных металлов, а также из высокопрочных сталей и алюминиевых сплавов.
К преимуществам метода следует отнести высокие значения эффективного (0,85-0,95) и термического (0,35-0,485) к. п. д., высокую производительность (скорость сварки в 1,5—2 раза выше, чем при дуговой); незначительную зону термического воздействия, высокую чистоту атмосферы, незначительный расход электроэнергии и т. д. Недостаток электронно-лучевой сварки — высокая ст имость оборудования и его сложность, а в некоторых случаях опасность облучения обслуживающего персонала.









