
В настоящее время находит широкое применение сварка излучением лазеров (оптических квантовых генераторов — ОКГ). По виду активного вещества излучателя лазеры разделяют на твердотельные и газовые.
Для перевода активных частиц в возбужденное состояние служат источники возбуждения. Они могут воздействовать на активное вещество световым потоком, потоком электронов, потоком радиоактивных частиц и т. п.
Рассмотрим формирование светового луча на примере рубиновых лазеров. При освещении рубина зеленым светом ионы хрома возбуждаются и переходят на высший уровень 2 (рис. 5.4). Этот уровень нестабилен, и частицы быстро совершают безызлучательный переход на промежуточный метастабильный уровень 3. При достаточной (инверсной) заселенности уровня 3 переход хот бы одной из частиц на низший уровень вызывает лавинообразный переход и других частиц. Это создает когерентное излучение с определенной длиной волны.

Рис. 5.4. Энергетические уровни
ионов хрома в рубине
В современных твердотельных лазерных сварочных установках (рис. 5.5) в качестве активного элемента используют оптическое стекло с примесью неодима или других редкоземельных элементов. Это позволяет повысить выходную мощность излучения. Твердотельные лазеры для лазерной сварки работают в импульсном режиме излучения.
В последнее время для лазерной сварки применяют газовые лазеры. Активный элемент заполняют углекислым газом с добавками азота.
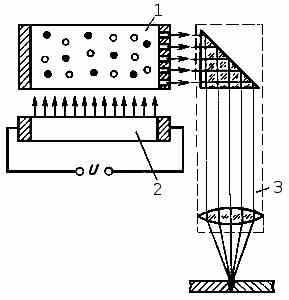
Рис. 5.5. Общая компоновка
твердотельной лазерной установки: 1— рабочее тело; 2 — лампа накачки; 3 —
оптическая система
Инверсная заселенность достигается за счет резонансной передачи мергии молекул азота молекулами углекислого газа. Активная среда возбуждается стационарным тлеющим разрядом. Благоприятные условия для охлаждения активного элемента позволяют получать непрерывное излучение. Газовые лазеры (рис. 5.6) обладают более высокой выходной мощностью и работают в непрерывном и импульсном режимах.
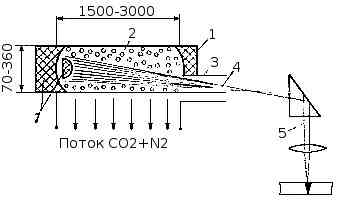
Рис. 5.6. Схема установки для
лазерной сварки с газовым активным элементом:
1 — сферические зеркала; 2 —
объемная полость резонатора; 3 — выходное отверстие; 4 — луч лазера; 5 —
преломленный луч лазера
Усиление энергии в лазерах достигается в объемном резонаторе, имеющем два сферических зеркала, между которыми тысячекратно отражаются световые лучи. Одно из зеркал полупрозрачное и пропускает излучение. Полученное излучение с помощью специальных оптических систем направляется на свариваемое изделие. Как и при электронно-лучевой сварке, плотность энергии В пятне нагрева очень высокая и достигает 106 Вт/см2 и более.
Основной недостаток твердотельных лазеров - низкие значения к. п. д. (0,1—3 %) и невысокая выходная мощность (15— 1000 Вт). Область применения таких лазеров—сварка малогабаритных изделий в радиоэлектронной и приборной технике.
Газовые лазеры имеют значительно более высокий к. п. д. (10—30 %) и позволяют реализовать высокие мощности излучения, достигающие 1—50 кВт. Уже в настоящее время непрерывная лазерная сварка используется для соединения толстостенных элементов и становится экономически целесообразной.
При импульсной лазерной сварке форма и размеры ванны оцениваются диаметром и глубиной проплавления.
Основные параметры режима сварки - мощность в импульсе и время импульса. С увеличением этих параметров возрастает тепловая мощность источника и соответственно диаметр ванны и глубина ее проплавления. Дополнительные параметры —диаметр пятна нагрева, определяемый углом расходимости светового пучка после фокусировки, и пространственно-временная зависимость распределения энергии в пятне нагрева.
В твердотельных лазерах импульс генерируемого света состоит из набора более коротких импульсов, так называемых пичков. Величина и длительность этих пичков колеблются в широких пределах. Благоприятные условия для существования ванны создаются только при равномерном распределении энергии по пятну нагрева.
Параметры режима определяют освещенность в пятне нагрева
Е = Q/(πr2ƒτи),
где Q — мощность в импульсе; rƒ— радиус пятна нагрева; τи — время импульса.
Плотность тепловой энергии в пятне нагрева
F = AQ/(πr2ƒτи),
где А — поглощательная способность свариваемых кромок (зависит от состояния поверхности и длины волны излучения).
При лазерной сварке непрерывным излучением форма и размеры сварочной ванны такие же, как и при сварке плавлением. Основные параметры — выходная мощность излучения и скорость сварки. Дополнительные параметры, оказывающие наибольшее влияние на размеры ванны и шва, — диаметр пятна нагрева, поглощательная способность свариваемых кромок и др.
Лазерная сварка в настоящее время в основном применяется в радиоэлектронной промышленности. Однако уже доказано ее рациональное использование и для соединения больших толщин.
Наряду с лазерной сваркой получает распространение сварка световым потоком оптического диапазона (рис. 5.7). Концентрация энергии в пятне нагрева достигает 103 Вт/см2 и может быть увеличена при применении конденсорной оптики и короткофокусных эллипсоидных отражателей. Имеющиеся в настоящее время данные свидетельствуют о том, что при этой плотности энергии можно сваривать стали, титановые сплавы и другие металлы толщиной от долей до нескольких миллиметров.
Основные преимущества процесса сварки световым лучом опти-; ческого диапазона — возможность бесконтактного ведения процесса в камерах из кварца или специальных прозрачных пленок. Области рационального применения процесса — приборостроение и производство радиотехнической аппаратуры.
Параметры режима процесса и их влияние на размеры ванны и шва такие же, как при лазерной сварке непрерывным излучением.
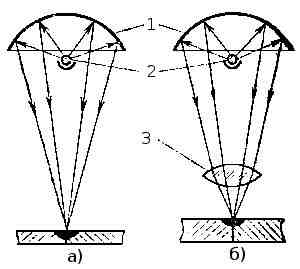
Рис. 5.7. Схемы оптических систем для сварки и пайки: о — без линзовой оптики; б — с линзовой оптикой; 1 — отражатель; 2 — источник света; 3 — оптическая линза









