
При сварке неплавящимся электродом отсутствует перенос расплавленного металла через дуговой промежуток. Это в значительной мере облегчает условия горения дуги и обусловливает более высокую ее стабильность. Присадочный металл по мере необходимости подается в головную часть сварочной ванны.
В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью со сварочным током. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания выпуклости шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение и ограничивается взаимодействие расплавленного металла с газовой фазой столба дуги.
При сварке неплавящимся электродом создаются благоприятные условия для защиты ванны и формирсвания шва. Стойкость вольфрамового электрода в первую очередь определяется плотностью тока. Большое влияние оказывают род тока и полярность при постоянном его значении. На рис. 3.7, а приведены зависимости стойкости вольфрамового электрода от условий горения дуги.
Особенно мала стойкость вольфрамового электрода при сварке на постоянном токе обратной полярности. Это связано с двумя причинами. Во-первых, на аноде выделяется - большее количество теплоты, чем на катоде. Во-вторых, боковой нагрев электрода затрудняет отвод теплоты с его торца. В связи с этим сварку вольфрамовым электродом обычно ведут или на переменном токе, или на постоянном токе прямой полярности.
Для повышения стойкости электродов в вольфрамовые стержни при их производстве
вводят добавку оксидов тория, лантана и иттрия в количестве 1—3 % (рис. 3.7,
б), например, электроды ЭВТ-15 (торированные), ЭВЛ-10 (лантанированные) и
ЭВИ-30 (иттриевые).
При введении оксидов снижается работа выхода электронов.
Это позволяет эмитировать большие потоки электронов при меньшем разогреве
катода.
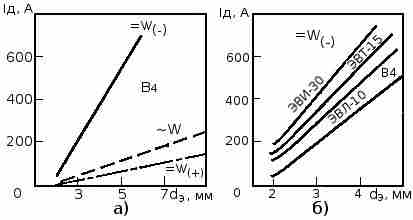
Рис. 3.7. Допустимые значения постоянного (прямой и обратной полярности) и переменного тока в зависимости от диаметра вольфрамового (ВЧ) электрода (а) И марки вольфрамового электрода (б)









