
Для устранения недостатков, присущих сварке покрытыми электродами, в последние годы получила развитие сварка порошковой проволокой. Последняя представляет собой металлическую оболочку, заполненную шихтой, в которую вводят шлакообразующие и газообразующие компоненты, железный порошок, раскислители и, если это необходимо, легирующие элементы (рис. 3.9). Качество газошлаковой защиты определяется коэффициентом заполнения сердечника k3 = Gc/Gм, где Gc и Gм — массы порошка сердечника и металлической оболочки проволоки.
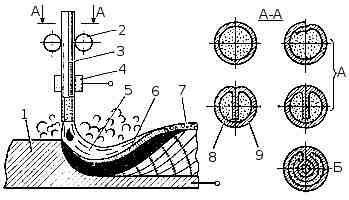
Рис. 3.9. Схема
автоматической дуговой сварки порошковой проволокой: 1-свариваемое
изделие; 2 — подающие ролики; 3-порошковая проволока; ; 4 токопровод; 5-дуга;
6-расплавленный шлак; 7-затвердевший шлак; 8-порошковый сердечник; 9 -
стальная оболочка проволоки; твердевший шлак; А - однослойная проволока; Б
-двухслойная
Для порошковых проволок различного назначения k3 = 0,15÷10,45.
Для улучшения защиты ванны и упрощения состава шихты проволоки получил применение комбинированный процесс сварки порошковой проволокой с дополнительной защитой ванны углекислым газом.
Сварка порошковой проволокой производится механизированным или автоматическим способами. При механизированной сварке перемещение электрода относительно свариваемых кромок осуществляют вручную. Автоматизирована подача электродного металла в сварочную ванну по мере его плавления. Сварочная проволока подается к контактному мундштуку держателя (исполнительного инструмента) по гибкому шлангу (длиной до 5 м и более) от механизма подачи. При автоматическом варианте процесса перемещение электрода и подача электродного металла автоматизированы. Перемещается либо электрод относительно спариваемого изделия, либо изделие относительно электрода. В первом варианте механизм подачи сварочной проволоки размещен на перемещающейся тележке автомата, во втором — установлен неподвижно.
При механизированной и автоматизированной сварке плавящимся электродом ток подводится через контакт в мундштуке на небольшом расстоянии от конца электрода. Благодаря этому появляется возможность повысить плотность сварочного тока, а следовательно, и производительность процесса. Большой экономический эффект, удобство процесса, возможность строгого контроля его параметров определили широкое внедрение этих видов дуговой сварки в промышленность. Наиболее рациональная область применения механизированной сварки — монтажные работы, где требуется выполнение разнообразных швов небольшой протяженности. Автоматической сваркой чаще всего выполняют прямолинейные, кольцевые и круговые швы.
В отличие от ручной дуговой сварки покрытыми электродами при механизированном процессе в качестве параметра вводится скорость подачи проволоки. При автоматической сварке задаются и другие параметры процесса: напряжение дуги, скорость сварки, вылет и наклон электрода и др.
При сварке порошковой проволокой сварочный ток выбирают в пределах 200—400 А. Необходимо стремиться к ведению процесса короткой дугой. Это создает более надежную защиту расплавленного металла.
Для активизации процесса саморегулирования дуги необходимо выбирать источники постоянного тока с пологопадающими вольт-амперными характеристиками с оптимальными динамическими свойствами.
Применение порошковой проволоки для сварки низкоуглеродистой и низколегированной стали позволяет в значительной степени заменить сварку покрытыми электродами. Внедрение порошковой проволоки в промышленность способствует повышению производительности сварки. Однако окисляемость порошкообразных компонентов шихты и адсорбция ими влаги в процессе хранения проволоки сдерживают ее широкое внедрение в промышленность.









