
Важные факторы, влияющие на работоспособность соединений, — форма и величина проплавления в корне сварного шва. На рис. 2.9 показаны силы, действующие на ванну жидкого металла в процессе ее формирования в нижнем положении. Ванна удерживается на весу силами поверхностного натяжения ρп:
ρп = σж-г (1/r1 + l/r2),
где σж-г — поверхностное натяжение расплавленного металла; r—
радиус кривизны.
Поверхностное натяжение уравновешивает давление
ри, оказываемое на ванну источником теплоты, и металлостатическое
давление ρм = hv, определяющееся глубиной ванны и плотностью металла.
Условие удержания ванны на весу
ρи + ρм = σж-г l/r2).
Из этого выражения следует, что удержание ванны облегчается при уменьшении радиуса кривизны проплава г, определяющегося его размерами в поперечном r1 и продольном r2 сечениях (рис. 2.9).
В общем случае можно считать, что по мере увеличения погонной энергии и уменьшения сосредоточенности источника теплоты возрастает ширина и протяженность проплава. Соответственно возрастают радиусы кривизны его поверхности в двух взаимно перпендикулярных направлениях. В момент, когда один из радиусов станет больше некоторого критического, металлостатическое давление расплавленного металла и сила давления источника нагрева превысят силы поверхностного натяжения, удерживающие ванну. Произойдет разрыв поверхностного слоя в проплаве, и жидкий металл вытечет из ванны, образуя прожог.
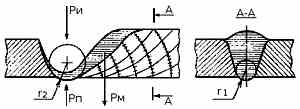
Рис. 2.9. Схема формирования проплавления сварного шва:
r1
— радиус кривизны проплава в поперечном сечении; r2 — то же, в
продольном сечении
Прожог особенно часто наблюдается при сварке металла малой толщины. Объясняется это тем, что применяемые при сварке источники теплоты имеют размеры пятна нагрева, соизмеримые с толщиной свариваемых элементов. Образуется ванна, по ширине в несколько раз превосходящая толщину свариваемого металла. Удержание такой ванны на весу усложняется особенно при наличии давления источника. Применительно к сварке тонкого металла задача предупреждения прожогов решается путем периодического введения теплоты и формирования шва из отдельных точек, перекрывающих друг друга.
Общая мера предупреждения прожогов и обеспечения формирования проплавления требуемой формы — применение подкладок (рис. 2.10). Различают остающиеся подкладки и съемные. Съемные подкладки разделяют на медные, стальные, графитовые, флюсовые и др. В съемных металлических или графитовых подкладках большое значение имеет форма канавки. В практике большое распространение получили подкладки с широкой канавкой прямоугольного сечения (рис. 2.11, а). Такие подкладки удобны в технологическом отношении, поскольку их можно устанавливать с некоторым смещением относительно стыка. Недостаток этих подкладок — неудовлетворительное формирование проплавления при сварке на повышенных режимах. Натеки на основной металл (рис. 2.11,6) становятся концентраторами напряжений и очагами коррозии.
Рис. 2.10. Основные типы
подкладок:
а - съемная металлическая с канавкой; б — то же, с подачей
защитного газа в отверстия канавки; в — съемная флюсовая; г — остающаяся
металлическая
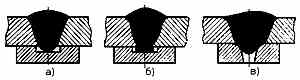
Рис. 2.11.
Формирование проплавления при сварке на съемных
подкладках
Наиболее приемлема, но более сложна для применения в производстве глубокая профилированная канавка (рис. 2.11, в). При сварке на такой подкладке проплавление формируется на весу благодаря отводу теплоты стенками канавки. Радиус проплавления по мере увеличения провисания металла уменьшается. В результате увеличивается противодавление, создающееся силами поверхностного натяжения.









