
Электроды с основным покрытием:
- вид Б по ГОСТ 9466—75,
- марки УОНИ-13/45, СМ-11, УП-1/45, ЦУ-1, УОНИ-13/55 и др..
Шлаки основных покрытий формируются на базе карбонатов и плавикового шпата. Газовая защита «оздаетея в результате диасоциации карбонатов
СаСО3→СаО + СО2. (6.10)
Благодаря введению в состав покрытия ферромарганца, ферросилиция, а в некоторых случаях ферротитана и ферроалюминия обеспечивается хорошее раскисление шлака и металла сварочной ванны.
Применительно к электродам с покрытием рассматриваемого вида вопросы
металлургии наиболее полно изучены для электродов ЦУ-1.
Состав покрытия
электродов ЦУ-1; 47 % мрамора; 25 % плавикового шпата; 8 % каолина; 8 %
ферромарганца; 7 % ферросилиция; 1 % алюминия (порошок); 4 % диоксида титана. В
замес вводят 35 % жидкого стекла. Электродный стержень выполняют из
низкоуглеродистой проволоки марок Св-08А и Св-08 (ГОСТ 2246—70).
Покрытие рассматриваемой марки обеспечивает достаточную защиту расплавленного металла от воздуха — концентрация азота в металле шва 0,018 % (см. табл. 6.3). При этом степень окисленности металла шва по сравнению с исходной практически не изменяется.
Этого достигают, во-первых, формированием шлаков к пониженной концентрацией монооксида железа (см. табл. 6.1), что Обеспечивается введением в покрытие ферросплавов и алюминия. Во-вторых, за счет глубокой раскисленное металла шва (см. табл. 6.4) кремнием (до 0,4 %) и марганцем (до 1,21 %) в результате прямого перехода их из покрытия в сварочную ванну. Последнее становится допустимым, поскольку в газовой фазе отсутствует водород.
Газовая защита при использовании покрытий данного типа создается в результате
диссоциации мрамора (СаСО3) [реакция (6.10)].
При взаимодействии углекислого
газа с алюминием, кремнием, марганцем и железом, находящимися в покрытии, а
также с парами указанных элементов значительная часть углекислого газа
восстанавливается до СО;
2СО2 + 2А1 = А12О3 + ЗСО;
2СО2 + Si = SiО2 + 2СО и др.
Газовая фаза содержит некоторое количество паров воды. Источник паров воды — влага каолина (А12О3-2SiО2-2Н2О) и силиката натрия. При этом содержание водорода в газовой фазе низкое. Это вызвано тем, что при температуре существования сварочной ванны газовая фаза с учетом изменения состава имеет слегка окислительный характер. Благодаря этому металл шва характеризуется низким содержанием водорода 5—7 см3/100 г металла. Электроды рассматриваемого вида часто называют «низководородными».
Несмотря на окислительный характер газовой фазы, высокая концентрация элементов раскислителей в сварочной ванне ограничивает переход кислорода в жидкий металл.
Металл шва имеет высокую концентрацию марганца, способствующего формированию сульфида марганца, и относительно небольшую — кислорода. Это обеспечивает металлу шва высокую сопротивляемость образованию горячих трещин.
При сварке электродами с основным покрытием поры могут образовываться по нескольким причинам. При наличии на свариваемых кромках окалины образование пор может быть вызван развитием реакции (6.1) в кристаллизующейся части сварочном ванны в связи с малой способностью шлаков связывать монооксид железа в силикаты из-за наличия в их составе оксида кальция. Поэтому при попадании окалины в зону сварки в системе шлак - металл повышается концентрация активного монооксида железа. В результате снижается переход раскислителей — кремния и марганца — в сварочную ванну. Это создает предпосылки для развич тия реакции образования оксида углерода.
Образование пор наблюдается также при удлинении дуги, что связано с выделением азота, растворившегося в каплях элекч тродного металла и сварочной ванны на стадии ее формирования в связи с ухудшением газовой защиты. При этом шлаковая защита оказывается недостаточной, так как шлаки не полностью покрывают капли электродного металла и сварочную ванну. По сравнению со шлаками, содержащими значительное количество оксидом железа, шлаки основных покрытий обладают большим значением межфазной энергии на границе шлак — металл и хуже смачивают поверхность жидкого металла. Кремний и марганец тормозят десорбцию азота, что также способствует образованию пор.
При сварке увлажненными электродами, при наличии влаги и ржавчины на свариваемых кромках, образование пор связано; с выделением водорода, попадающего в сварочную ванну в процессе ее формирования. Переходу водорода в сварочную ванну; способствуют высокая раскисленность металла и недостаточно совершенная защита жидкого металла шлаком. Кроме того, содержащийся в сварочной ванне кремний, который снижает скорость десорбции водорода, будет затягивать выделение водорода из металла до кристаллизации. Последнее повышает вероятность застревания газовых пузырей, формирующихся к моменту кристаллизации сварочной ванны. В результате в металле шва развивается пористость. Вводимый в состав покрытия фтористый кальций понижает парциальное давление свободного водорода [см. реакции (6.5)— (6.8)] и, следовательно, содержание водорода в металле шва (рис. 6.8). Это уменьшает вероятность развития пористости.
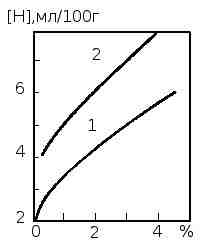
Рис. 6.8. Содержание водорода [Н] в металле шва в зависимости от влажности покрытия: 1 - электроды ЦУ-1 нормального состава; 2 - то же, но в покрытии отсутствует CaF2
Из-за наличия фтористых соединений сварку электродами с основным покрытием
выполняют на постоянном токе обратной полярности. Электродами некоторых марок
(СМ-11, УП-1/45) можно выполнять сварку на переменном токе. Это достигается
введением в состав покрытия соединений калия, способствующего повышению
стабильности горения дуги. Однако соединения калия сообщают покрытию повышенную
гигроскопичность, поэтому перед сваркой подобные электроды необходимо
прокаливать при температуре 350—400 °С.
Важное преимущество электродов с
основным покрытием — пониженная чувствительность к образованию дефектов из-за
серы. Это обусловлено высокой основностью шлаков и наличием в их составе оксида
кальция, что способствует развитию реакции десульфурации [реакция (6.9)].
Металл шва электродов с основным покрытием отличается высокими прочностными и пластическими свойствами (см. табл. 6.4) при нормальной и низких температурах. Ударная вязкость металла шва 2,2—2,7 МДж/м2; после деформационного старения ударная вязкость понижается на 50—65 %, однако при этом сохраняется на достаточно высоком уровне.
Электроды с основным покрытием применяют при сварке низкоуглеродистых и среднеуглеродистых сталей. Возможно использование их и при сварке высокоуглеродистых сталей. При этом для понижения склонности к образованию горячих трещин содержание углерода в металле шва при сварке среднеуглеродистых и высокоуглеродистых сталей ограничивают, используя электроды, обеспечивающие необходимые свойства путем легирования наплавленного металла (главным образом кремнием и марганцем) при низком содержании углерода (обычно до 0,13— 0,14 %), а также путем уменьшения доли участия основного металла. Электроды с основным покрытием рекомендуются, как правило, для сварки особо ответственных конструкций, конструкций из толстолистового металла, жестких конструкций.









