
Электроды с рутиловым покрытием:
- вида Р по ГОСТ 9466—75
- марки АНО-1, АНО-5, АНО-6, MP-3, ОЗС-4 ЦМ-9 и др..
Основу шлаков с рутиловым покрытием составляют рутиловый концентрат, алюмосиликаты, карбонаты. Газовая защита создается за счет разложения карбонатов, органических добавок и выделения кристаллизационной влаги (см. табл 6.2).
Раскисление шлака и металла сварочной ванны достигается в основном благодаря введению ферромарганца. При этом в зависимости от основности шлака возможен переход кремния в сварочную ванну за счет развития кремневосстановительного процесса.
Некоторые вопросы металлургии сварки ругиловыми электродами изучены на примере электродов ЦМ-9 с составом покрытия; 48 % рутила ТiO2; 5 % магнезита MgCO3; 30 % полевого шпата; 15 % ферромарганца; 2 % декстрина. В замес вводят до 30 % жидкого стекла. Коэффициент массы покрытия 30—34 %. Электродный стержень — низкоуглеродистая проволока Св-08 или Св-08А (ГОСТ 2246—70).
При сварке электродами ЦМ-9 обеспечивается достаточна защита (шлаковая и
газовая) металла сварочной ванны от воздуха; содержание азота в металле шва 0,02
% (см. табл. 6.3), характерное для сварки
покрытыми электродами. Суммарное содержание кислорода в металле шва относительно
высокое, несмотря на то, что шлаки содержат малое количество оксидов железа,
(см. табл. 6.1).
Загрязнение металла шва
кислородом вызвано окислением его газовой средой, содержащей углекислый газ и
пары воды. Hа содержание кислорода в металле шва оказывают влияние
окислительно-восстановительные реакции, протекающие между шлая ком и
ферромарганцем покрытия:
2 [Mn] + (SiО2) = 2 (MnO) + [Si];
2 [Fe] +
(SiО2) = 2 [FeO] + [Si],
а также между ферромарганцем и газами (СО2, Н2О), образующи мися в результате разложения компонентов покрытия.
Образующийся в результате развития реакций кремний переходит в сварочную ванну (см. табл. 6.4). Однако при этом частично в сварочную ванну будет переходить и монооксид железа.
Некоторое загрязнение металла шва кислородом возможно также из-за развития на границе шлак — металл (на поверхности капель и в высокотемпературной области сварочной ванны) кремневосстановительного процесса [реакция (6.3)]. Развитие реакции (6.3) зависит от основности шлака и с повышением его основности затормаживается. Однако с повышением основности возрастаеть переход оксидов железа в сварочную ванну. Это сказывается на составе металла шва (рис. 6.9).
С повышением основности ишака снижается содержание кремния и до определенного момента содержание кислорода. Соответственно изменяются и показатели пластических свойств: ударная вязкость, склонность металла к образованию кристаллизационных трещин (параметр А). Склонность к старению металла шва, полученного электродом ЦМ-9, относительно высока и примерно такая же, как у металла шва, полученного электродом ЦМ-7.
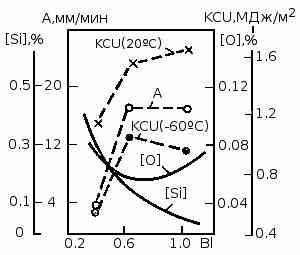
Рис. 6.9. Влияние основности шлака ВL промышленных марок рутиловых электродов на химический состав (содержание кислорода и кремния) металла шва, его ударную язкость KCU и критическую скорость деформации A; BL = ∑RO/(SiO2+TiO2), где ∑ RO — сумма основных оксидов
После старения ударная вязкость металла шва при температуре 20 °С составляет 0,46 МДж/м2, до старения — 1,15МДж/м2.
Образование пор при сварке электродами с рутиловым покрытием может быть связано с несколькими причинами. Существует мнение, что образование пор при сварке на больших силах тока или электродами, прокаленными при высокой температуре, связано с преждевременным разложением органических составляющих покрытия и ухудшением из-за этого газовой защиты металла в зоне сварки.
В результате в сварочную ванну попадает азот, который при кристаллизации выделяется и образует пористость.
Однако исследования, проведенные в последние годы в ИЭС им. Е. О. Патона, показали, что азот в подобных случаях не является основной причиной образования пор. При сварке электродами с рутиловым покрытием в зоне сварки содержится большое количество паров воды и водорода. По этой причине металл шва имеет высокое содержание водорода (25—30 см3/100 г металла). Образование пор при сварке электродами с рутиловым покрытием наблюдается в тех случаях, когда десорбция водорода протекает вяло, и при температурах, близких к температуре кристаллизации.
При сварке на повышенной силе тока или электродами, прокаленными при повышенной температуре, возможно замедление десорбции водорода. Последнее обусловлено тем, что оба фактора приводят к снижению содержания влаги в покрытии и соответственно окислительного потенциала покрытия. Это в свою очередь вызывает усиление кремневосстановительного процесса и переход в сварочную ванну кремния. Повышение содержания кремния при одновременном понижении содержания кислорода в результате уменьшения окислительного потенциала покрытия увеличивает равновесную концентрацию водорода [см. реакцию (6.2)], что усиливает адсорбцию водорода. Однако последующая десорбция водорода при охлаждении будет затруднена из-за повышенного содержания кремния, тормозящего десорбцию водорода. Все это способствует пересыщению металла водородом к моменту кристаллизации и, как следствие, образованию пор в металле шва.
Таким образом, образование пор при сварке на повышенной силе тока, а также электродами, прокаленными при повышенной температуре, связано с изменением кинетики десорбции водорода — снижением скорости выделения водорода в процессе охлаждения металла сварочной ванны. Для стабилизации содержания влаги в покрытии и обеспечения интенсивной десорбции водорода на стадии охлаждения в состав покрытия вводят минералы, содержащие кристаллизационную влагу: слюду (мусковит), каолин, тальк и др.
При наличии подобных минералов в покрытии отсыревшие электроды с рутиловым покрытием рекомендуется прокаливать при температуре 180—200 °С в течение 1 ч и использовать электроды для сварки через сутки после прокалки.
Малая чувствительность электродов с рутиловым покрытие к ржавчине и окалине на свариваемых кромках обусловлен малой основностью шлаков (см. табл. 6.1). Последнее, как известно, способствует формированию силикатов, что приводит к снижению активности оксидов железа в шлаке. Благодаря этому уменьшается переход оксидов железа из шлака в сварочную ванну.Металл шва электродов с рутиловым покрытием имеет примерно такую же стойкость к кристаллизационным трещинам, как и с кислым.
Шлаки, образующиеся при плавлении электродов с рутиловым покрытием, хорошо смачивают жидкий металл и благодаря этому обеспечивают хорошую шлаковую защиту. В результате снижается вероятность образования пор из-за растворения и выделения азота, попадающего в дуговой промежуток при удлинении дуги. Малая окислительная способность шлаков, образующихся при расплавлении рутилового покрытия, позволяет вводить в состав покрытия железный порошок. Этим рутиловые покрытия выгодно отличаются от рудно-кислых покрытий, шлаки которых обладают значительной окислительной способностью (содержание оксидов железа в шлаках кислых покрытий достигает 19 %, см. табл. 6.1).
Введение в состав покрытия железного порошка позволяет улучшить сварочно-технологические свойства электродов с рутиловым покрытием: в частности, обеспечить более равномерное плавление покрытия, благодаря этому повышается устойчивость горения дуги, снижается разбрызгивание. При введении в состав покрытия более 20 % железного порошка значительно повышается также производительность процесса сварки из-за увеличения коэффициента наплавки. При сварке электродами с рутиловым покрытием обеспечивается хорошая отделимость шлака и формирование швов с плавным переходом.
Металл шва имеет достаточно высокие прочностные и пластические свойства (см. табл. 6.4). по своему качеству занимает промежуточное положение между металлом швов, полученных электродами с кислым и основным покрытием. Необходимо отметить, что отсутствие в составе рутиловых покрытий руд позволяет снизить содержание в покрытии раскислителя — ферромарганца. Благодаря этому использование электродов с рутиловым покрытием улучшает санитарно-гигиенические условия сварки, так как они при расплавлении выделяют меньше пыли и токсичных оксидов марганца. Отмеченные особенности электродов с рутиловым покрытием способствуют широкому применению их в промышленности взамен электродов с кислым покрытием.









