
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести (рис. 2.3, а).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки (рис. 2.4).
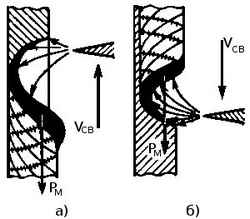
Рис. 2.3. Сварка вертикальных соединений со свободным формированием
швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила
тяжести расплавленного металла
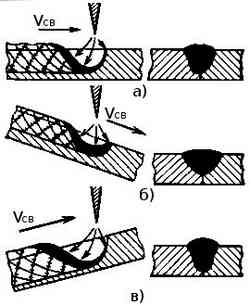
Рис. 2.4. Сварка в нижнем
положении
а — без наклона; б — наклон по направлению сварки (на спуск); в —
наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны. Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
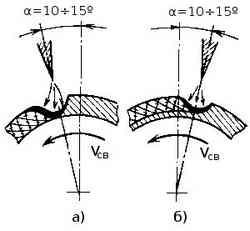
Рис. 2.5. Формирование швов при
сварке кольцевых соединений (а — угол смещения источника нагрева): а — на
подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в
вертикальном и потолочном положениях.
При сварке в вертикальном положении
процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) (см.
рис. 2.3). В обоих случаях сила тяжести ванны направлена вниз по продольной
оси шва. При сварке на спуск удержанию ванны способствует давление источника.
При сварке на подъем ванна удерживается только силами поверхностного натяжения.
При сварке в вертикальном положении для удержания ванны приходится ограничивать
тепловую мощность и размеры ванны. Большой эффект достигается с применением
импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении (рис. 2.6) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
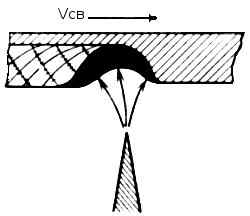
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов (рис. 2.7). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
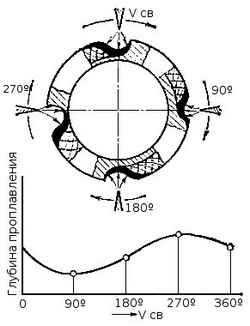
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости (рис. 2.8). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
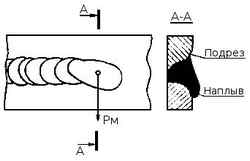
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости









