
Испытания сварных соединений на сопротивление образованию горячих трещин
Горячие трещины образуются в области температур солидуса: выше температуры солидуса — кристаллизационные, ниже — подсолидусные. Их образование связано с пониженными пластическими свойствами металла в области указанных температур (температурный интервал хрупкости — ТИХ), с одной стороны, и с развитием деформации металла — с другой. Трещины возникают, если действительная деформация металла превышает его деформационную способность (пластичность). Характерной особенностью горячих трещин является межкристаллитный характер их развития.
В зависимости от способа оценки сопротивляемости металла образованию горячих трещин деформации, вызывающие возникновение горячих трещин, могут создаваться принудительно с помощью специальных машин, которые позволяют деформировать металл в опасном интервале температур с заданной скоростью, или путем придания определенной жесткости свариваемому образцу (технологическая проба), обеспечивающей необходимую деформацию металла в опасном интервале температур.
Оценку по методу МВТУ проводят с помощью специальной машины, в которой составной образец, состоящий из двух небольших пластин, в процессе сварки подвергается принудительной деформации путем испытания на растяжение (рис. 1.10). Скорость деформации v в процессе опыта сохраняется постоянной. При оценке металла сваривают серию составных образцов на неизменном режиме. При этом, изменяя скорость принудительной деформации от образца к образцу, находят наименьшую критическую скорость деформации, при которой в металле шва начинают появляться горячие трещины. Эта величина принимается за показатель технологической прочности, характеризующий стойкость металла шва к образованию горячих трещин. Благодаря большим возможностям изучения влияния различных параметров режима сварки на образование горячих трещин метод МВТУ находит широкое применение в научно-исследовательской практике.
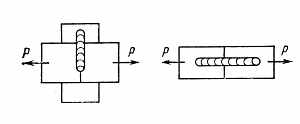
Рис. 1.10. Форма образцов и
схема нагружения сварного шва, используемые при нахождении критической скорости
деформации по методу МВТУ
Для качественной характеристики склонности к трещино-образованию используют, например, технологические пробы, имитирующие реальное сварное соединение с угловыми или стыковыми швами (рис. 1.11). Контрольный шов, по которому определяют наличие трещин, сваривают на оптимальном режиме для выбранной стали, конструкции и толщины металла или на разрабатываемом режиме. О наличии трещин судят по результатам внешнего осмотра образца и макрошлифов. Недостатком пробы является большая металлоемкость, а также малая чувствительность к образованию горячих трещин. При оценке склонности к образованию горячих трещин тонколистового материала используют, например, крестовую пробу (рис.1.12).
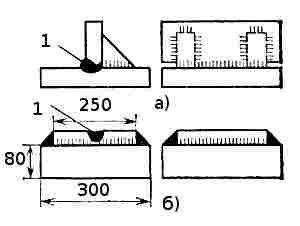
Рис. 1.11. Технологические
пробы для испытаний на склонность к трещинообразованию, имитирующие реальные
сварные соединения: а — угловые швы; б — стыковые швы; 1 — контрольный
шов
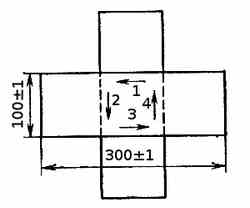
Рис. 1.12. Крестовая технологическая проба на склонность металла к образованию горячих трещин при сварке; цифрами указан порядок наложения швов
В качестве критерия служит отношение длины швов, пораженных трещиной, к общей длине швов.
Составная листовая проба МВТУ (рис. 1.13) также позволяет количественно оценить склонность металла к образованию горячих трещин. Вероятность появления продольной трещины при наложении шва в направлении стрелки уменьшается с увеличением жесткости (ширины) пластины, так как уменьшается интенсивность развития деформаций в опасном интервале температур. Режим наложения шва должен обеспечивать полное проплавление пластины. Показателем технологической прочности служит максимальная ширина пластины, в которой трещина возникает.
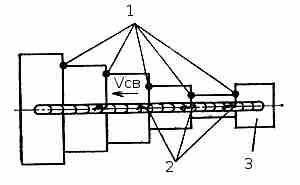
Рис. 1.13. Составная листовая
проба МВТУ для испытания на склонность к горячим трещинам:
1 — прихватки; ния
трещин; 2 — места образова; 3-входная пленка
Испытания сварных соединений на склонность к образованию холодных трещин
Холодные трещины свое название получили d связи с тем, что их появление наблюдается при относительно низкой температуре. Например, при сварке сталей, способных закаливаться, холодные трещины образуются при температурах распада остаточного аустенита (120 °С и ниже) или при нормальной температуре спустя некоторое время после сварки (десятки минут, часы, иногда и через более длительное время). Характерный признак холодных трещин — блестящий излом без следов высокотемпературного окисления.
Следует отметить, что при оценке склонности металла к образованию холодных
трещин в сварном соединении необходимо повышать уровень внутренних напряжений,
способствовать формированию неоднородной структуры, повышать концентрацию
водорода.
При оценке склонности металла к образованию холодных трещин на
образцах особое внимание необходимо уделять созданию на стадии охлаждения такого
напряженного состояния, которое возникает в металле околошовной зоны в реальных
сварных конструкциях.
Для количественной оценки сопротивления сварных
соединений образованию холодных трещин применяют методы ЛТП МВТУ и ИМЕТ-4.
Метод ЛТП МВТУ основан на механическом испытании образцов под действием постоянной нагрузки, имитирующей собственные напряжения в сварных конструкциях (рис. 1.14). Нагрузка N, приложенная к вертикальной стенке образца, создает растягивающие напряжения в корне шва и околошовной зоне. Нагрузку прикладывают при температурах начала аустенитного превращения, образец выдерживают под нагрузкой в течение 20 ч и более после сварки. Результаты испытания обрабатывают в виде графика в координатах: разрушающее напряжение — время до разрушения. За показатель сопротивляемости образованию трещин принимают минимальное напряжение, при котором происходит разрушение.

Рис. 1.14. Образец для испытания на склонность к образованию трещин по методу ЛТП МВТУ: N — нагрузка; 1 — испытуемый шов
Метод ИМЕТ-4 рассчитан на определение склонности к образованию холодных трещин металла после обработки по различным термическим и термодеформационным циклам. Плоские образцы из испытуемого металла нагревают по определенной программе проходящим током, нагружают в требуемом интервале температур в процессе охлаждения и затем выдерживают при постоянной нагрузке до разрушения. В качестве показателя сопротивляемости образованию холодных трещин служит минимальная нагрузка, при которой происходит разрушение.
Кроме методов, обеспечивающих количественную оценку сопротивляемости образованию холодных трещин, для этих же целей используют испытания, основанные на сварке различных проб. Наиболее известны пробы, имитирующие реальное сварное соединение, и проба Кировского завода.
Первая проба заключается в сварке, контрольного шва образцов, показанных на рис. 1.11, на трех режимах с минимальной, средней и максимальной величиной погонной энергии, характерной для данного способа. Иногда образцы предварительно охлаждают и сваривают при оптимальных температурах. Образцы осматривают непосредственно после сварки и спустя 5—20 суток.
Проба Кировского завода предусматривает наплавку валика на образец специальной формы (рис. 1.15). Образец изготовляют из пластины толщиной 12 мм, имеющей в центре цилиндрическую выточку, на плоскость которой наплавляют валик 1 при различных условиях охлаждения образца.
По результатам испытаний стали делят на четыре группы:
- хорошо сваривающиеся — не образующие трещин при охлаждении обратной стороны образца водой в процессе сварки;
- удовлетворительно сваривающиеся — не образующие трещин при охлаждении образца на воздухе;
- ограниченно сваривающиеся — требующие подогрева образца перед сваркой до температуры 100— 150 °С с последующим охлаждением на воздухе;
- плохо сваривающиеся — требующие более высокого подогрева.
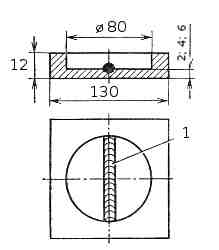
Рис. 1.15. Образец технологической пробы Кировского завода для испытания сталей на склонность к образованию холодных трещин

