
При анализе фазовых превращений, протекающих в различных областях зоны термического влияния, применяют общий методический подход к оценке структуры и свойств металла рассматриваемой зоны. Применительно к сварке углегродистых сталей можно выделить ряд характерных областей (участков) зоны термического влияния (рис. 6.5).
Высокотемпературная область (I) — зона максимальных температур от Тл до Тс. В высокотемпературной области в процессе нагрева наряду с процессами аустенитизации и роста зерна на завершающей стадии нагрева, когда температура превышает температуру солидуса, наблюдается плавление металла как по границам зерен, так и в объеме зерен. При оценке протяжённости высокотемпературной области следует иметь в виду, что наличие неравновесных фаз, образующих легкоплавкие эвтектики, или неметаллических сключений, обладающих эффектом контактного плавления со сталью, может привести к значительному расширению её протяжённости.
Высокотемпературная область характеризуется большой химической и механической неоднородностью. Это способствует развитию в ней трещин: горячих и холодных. Горячие трещины формируются в основном в процессе кристаллизации жидкого металла, находящегося по границам зерен, из-за развития усадочных явлений или в сочетании с деформациями растяжения.
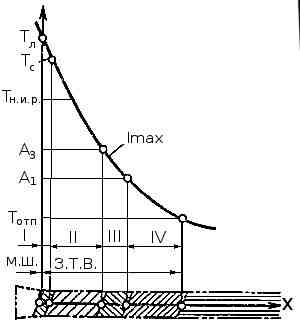
Рис. 6.5. Оценка протяженности областей зоны термического влияния по распределению максимальных температур Тmax и критическим точкам; м. ш — металл шва; з. т. в — зона термического влияния
Вероятность образования горячих трещин особенно возрастает при варке сталей кипящей плавки, когда местная концентрация серы в жидком металле по границам зерен намного превышает ее среднее значение.
Область аустенитизации (II) — зона максимальных температур от Тс до Ас3. В рассматриваемой области так же, как и в первой, в процессе нагрева протекает фазовое превращение перлита в аустенит, рост зерна аустенита, его гомогенизация. При этом на участке, где температура ниже Tн.и.р (температура начала интенсивного роста зерна), зерно аустенита более мелкое, но менее однородное, чем на участке, где температура выше Тн.и.р. Различие в свойствах аустенитного зерна в пределах области аустенитизации сказывается в дальнейшем на кинетике превращения аустенита на стадии охлаждения. Крупнозернистый более однородный аустенит по сравнению с мелкозернистым и менее однородным более склонен к переохлаждению. Неодновременное развитие структурных превращений в области аустенитизации приводит к развитию значительных структурных напряжений, что в сочетании с формированием малопластичной структуры (мартенсита) может вызвать образование холодных трещин.
Область неполной перекристаллизации (III) — зона максимальных температур от Aс3 до Aс1. На участке неполной перекристаллизации в процессе нагрева наблюдается частичное превращение феррита (перлита) в аустенит. При последующем охлаждении в зависимости от скорости охлаждения возможно превращение аустенита в перлитные структуры или в мартенсит. Неоднородность механических свойств в III зоне может быть большой, поскольку аустенит, формирующийся в диапазоне температур Ас3 —Ас1 характеризуется большой химической неоднородностью.
Область разупрочнения (IV) — зона максимальных температур от Ас1 до Tотп (Трекр). При сварке стали в закаленном и отпущенном состоянии в этой области наблюдаются дальнейшая коагуляция цементита и разупрочнение стали, а при сварке нагартованной стали — снятие наклепа в связи с развитием процессов отдыха и рекристаллизации. Однако при некоторых условиях сварки, обеспечивающих быстрое охлаждение металла и формирование пересыщенных растворов (углерода, азота), возможно повышение прочностных свойств и снижение пластичности в связи с развитием старения в процессе вылеживания. Таким образом, в результате теплового воздействия процесса сварки в зоне термического влияния наблюдается изменение свойств исходного основного металла. Степень изменения свойств в значительной мере определяется содержанием углерода.
Как правило, низкоуглеродистые стали обладают хорошей те ловой свариваемостью, прочность металла зоны термическо влияния близка к прочности основного металла (не ниже О, прочности основного металла). При их сварке можно использоват широкий диапазон скоростей охлаждения металла в зоне терм ческого влияния (рис. 6.6) и соответственно широкий диапазо режимов сварки. Однако при сварке толстостенных конструкци из низкоуглеродистых сталей на морозе (от —10 до —20 0 возможно формирование структур закалки. В подобных случая рекомендуется сварку вести с подогревом.

Рис. 6.6. Структурная диаграмма стали Ст (0,09 % с; 0,20 %Si; 0,41 % Мn)
Среднеуглеродистые стали обладают ограниченной сварив емостью, поскольку они склонны к формированию структур за калки в зоне термического влияния. Диапазон допустимых скоростей охлаждения значительно ниже, чем у низкоуглеродистых сталей (рис. 6.7). Так, например, диапазон допустимых скоростей охлаждения металла зоны термического влияния, обеспечивающих в структуре металла рассматриваемой зоны до 30 % мартенсита, при сварке стали 20 ограничивается максимальной скоростью ω0 = 150 °С/с, а при сварке стали 35 ω0 = 7 °С/с. При сварке среднеуглеродистых сталей для предотвращения образования холодных трещин, как правило, применяют подогрев до температуры 250—300 °С. Для выравнивая механических свойств и повышения пластичности после сварки проводят термообработку сварного соединения.
Высокоуглеродистые стали также обладают ограниченной темловой свариваемостью. У этих сталей склонность к формированию структур закалки в зоне термического влияния выше, чем у сред неуглеродистых сталей. Поскольку с увеличением содержания углерода наблюдается снижение критической точки А3, то возрастает вероятность формирования структуры перегрева в зоне, нагревавшейся выше температуры начала интенсивного роста зерна. При сварке высокоуглеродистых сталей применяют подогрев и термообработку после сварки.
Для изготовления сварных конструкций высокоуглеродистые стали, как правило, не применяют; с вопросами сварки высокоуглеродистых сталей сталкиваются главным образом при проведении ремонтных работ.
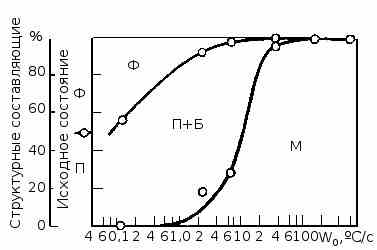
Рис. 6.7. Структурная диаграмма стали 35 (0,39 % C; 0,32 % Si; 0,69 % Мn)

