
При сварке покрытым электродом происходит плавление стержня и покрытия (рис. 3.8). Расплавляющееся покрытие образует шлак и газы. Шлак обволакивает капли металла, образующиеся при плавлении электродной проволоки. В ванне шлак перемешивается и, всплывая на ее поверхность, образует шлаковый покров, предохраняющий металл от взаимодействия с кислородом и азотом воздуха. Кроме того, при всплывании на поверхность ванны шлак, взаимодействуя с расплавленным металлом, очищает его. Образующиеся при расплавлении покрытия газы оттесняют воздух из реакционной зоны (зоны дуги) и таким образом способствуют созданию лучших условий для защиты.
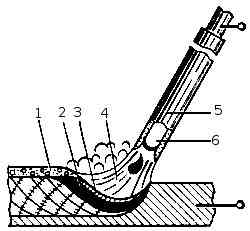
Рис. 3.8. Схема ручной дуговой
сварки покрытыми электродами: 1 - затвердевший шлак; 2 - сварочная ванна; 3 -
слой расплавленного шлака; 4 - дуга; 5 - электродное покрытие; 6 -
металлический стержень
Качество газошлаковой защиты при сварке может быть связано с толщиной покрытия электродов δ или коэффициентом массы покрытия kм:
δ = (Dэ – dc)/2; kм = Gп/Gc,
где Dэ, dс — диаметры электрода С покрытием и стержня; Gп, Gc — масса электродного покрытия и стержня на длине покрытой части электрода.
Толщина покрытия для различных электродов составляет 0,1 — 1 мм, а коэффициент массы 0,1—0,5.
В связи с тем, что большая I часть теплоты выделяется на торце металлического стержня электрода, на его конце образуется коническая втулочка из покрытия, способствующая направленному движению газового потока. Это улучшает защиту сварочной ванны. Кроме того, втулочка удлиняет дугу, увеличивая ее напряжение и мощность, а следовательно, и глубину проплавления.
Для выполнения функций защиты и металлургической обработки расплавленного металла покрытия электродов при расплавлении должны образовывать шлаки с определенными физико-химическими свойствами. Газовая фаза также должна иметь определенный состав и способствовать защите металла от взаимодействия с азотом воздуха.
При сварке покрытыми электродами перемещение электрода вдоль линии сварки и подачу электрода в зону дуги по мере оплавления осуществляют вручную. При этом возникают трудности, связанные с поддержанием постоянства длины дуги. Колебания дугового промежутка отражаются на основных параметрах режима - силе тока и напряжении. На глубину проплавления металла и скорость расплавления электрода особенно большое влияние оказывает изменение тока. Поэтому для сварки покрытыми электродами применяют источники с крутопадающими вольтамперными характеристиками. Основным параметром процесса является сила тока, по которой подбирают диаметр электрода. При сварке для электродов диаметром 3—6 мм рекомендуется следующее соотношение:
Iд = (20 + 6d) d,
где d — диаметр стержня электрода, мм.
Из приведенной зависимости следует, что допустимые значения тока ограничены 100—350 А. При большей силе тока наблюдается перегрев стержня электрода. В результате этого резко ухудшаются защитные свойства покрытия, нарушается стабил ность плавления электрода.
Сварку швов в вертикальном и поточном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом по сравнению с нижним положением силу тока снижают на 10—20 %.
Эффективный к. п. д. процесса нагрева металла при сварке покрытыми
электродами достаточно высокий (ηи = 0,7÷0,85).
Рациональная
область применения дуговой сварки покрытыми электродами — изготовление
конструкций из металлов с толщиной соединяемых элементов более 2 мм при
небольшой протяженности швов, расположенных в труднодоступных местах и различных
пространственных положениях.
Основные преимущества способа — универсальность и простота оборудования. Недостаток — невысокая производительность и применение ручного труда. Невысокая производительность обусловлена малыми допустимыми значениями плотности тока. Для увеличения производительности используют сварку погруженной дугой, пучком электродов или применяют электроды с железным порошком в покрытии.

