
Способы сварки со шлаковой и газошлаковой защитой
Шлаковая защита при дуговой сварке образуется за счет расплавления флюсов, электродных покрытий и сердечников порошковой проволоки. Наиболее надежна шлаковая защита при сварке под флюсом. Образование капель при плавлении электродов и их перенос происходят в объеме газового пузыря, заполненного парами металла и флюса. Взаимодействие с атмосферными газами практически исключается.
Менее надежна шлаковая защита при сварке покрытыми электродами и порошковой проволокой. Капли электродного металла проходят через открытый дуговой промежуток и взаимодействуют с атмосферой. Наличие на каплях шлаковой пленки не всегда предохраняет их от этого взаимодействия. При сварке наряду со шлаковой защитой должна создаваться и газовая защита. В электродные покрытия и сердечники порошковой проволоки в соответствии с этим вводят шлакообразующие и газообразующие компоненты.
- Сварка покрытым электродом
- Сварка порошковой проволокой
- Автоматическая сварка под флюсом
- Полуавтоматическая сварка под флюсом
Сущность процесса дуговой сварки под флюсом заключается в применении непокрытой сварочной проволоки и гранулированного флюса, насыпаемого впереди дуги слоем определенной толщины (рис. 3.10). Сварку ведут дугой, горящей под слоем флюса В пространстве газового пузыря, образующегося в результате выделения паров и газов в зоне дуги. Сверху пузырь ограничен пленкой расплавленного шлака, снизу — сварочной ванной. По мере сварки давление газов в пузыре возрастает. Наступает момент, когда газы прорываются через пленку расплавленного шлака и удаляются в окружающую атмосферу. Периодически процесс удаления газа повторяется.
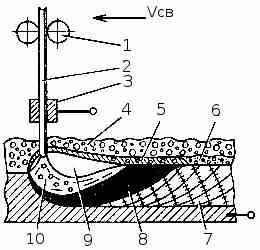
Рис. 3.10. Схема
автоматической дуговой сварки под флюсом: 1 — подающие ролики; 2 — электродная
проволока; 3 — токоподвод; 4 — флюс; 5 — расплавленный флюс; 6 — шлаковая корка;
7 — сварной шов; 8 — сварочная ванна; 9 — газовый пузырь; 10 — дуга
Хороший контакт шлака и металла, наличие изолированного от внешней среды пространства обеспечивают благоприятные условия для защиты и металлургической обработки металла сварочной ванны и тем самым способствуют получению швов с высокими механическими свойствами.
Сварку под флюсом выполняют плавящимся электродом. При автоматической сварке процесс ведется одной дугой, расщепленным электродом и трехфазной дугой (рис. см. 3.6).
Хорошая тепловая изоляция сварочной; дуги (ηи = 0,8÷0,9), повышенное давление газов над ванной и большая плотность сварочного тока (плотность энергии в пятне нагрева достигает ~ 103 Вт/см2) способствуют более глубокому проплавлению сватаемого металла.
Это в свою очередь позволяет уменьшить убипу разделки и сократить количество металла, наплавляемого л единицу длины шва. Оба эти фактора становятся решающими в вопросе повышения производительности процесса. Автоматическая сварка под флюсом отличается наиболее высокой производительностью по сравнению с другими дуговыми способами.
К недостаткам процесса следует отнести трудность сварки металлов небольшой толщины и при выполнении швов в положениях, отличных от нижнего. Затруднено визуальное наблюдение щ процессом.
Сваркой под флюсом соединяют многие металлы: стали, алюминий, титан, медь и их сплавы.
Появление своеобразной схемы процесса дуговой сварки по флюсу связано с решением конкретной задачи сварки алюминиевых сплавов. Попытка осуществить процесс дуговой сварки под флюсом для алюминиевых сплавов первоначально окончилась неудачей.
При сварке под флюсом на основе хлористых н фтористых солей в зоне газового пузыря появляется большое количество паров влаги продуктов их диссоциации. Это приводит к растворению водорода в ванне н образованию пористости швов.
При сварке открытой дугой по небольшому слою флюса (рис. 3.11) большая часть и, газов и паров воды удаляется в атмосферу. Ванна защищается пленкой расплавленного флюса, и пористость снижается.
Серьезный недостаток процесса сварки по слою флюса — интенсивное выделение газов и загрязнение атмосферы парами хлористых и фтористых соединении, входящих в состав флюсов. Рациональная область применения процесса автоматической дуговой сварки по флюсу — сварка швов большой протяженности крупногабаритных конструкций типа емкостей из алюминия и его сплавов для химического машиностроения.
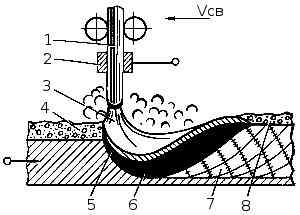
Рис. 3.11. Схема
автоматической дуговой сварки по флюсу: 1 - электродная проволока; 2 -
токоподвод; 3 - дуга; 4 - слой флюса; 5 - расплавленный шлак; 6 - сварочная
ванна; 7 - шов; 8 - затвердевший шлак

