
Влияние источника теплоты на формирование сварочной ванны
Образование сварочной ванны - важнейший этап получения неразъемных соединений при сварке плавлением. Форма и размеры ванны определяют геометрические размеры швов. Последние существенно влияют на эксплуатационные характеристики получаемых соединений.
Источники теплоты, применяемые при сварке плавлением, обеспечивая местный нагрев и расплавление кромок соединяемых элементов, в большинстве случаев оказывают на расплавляемый металл давление, которое вытесняет его из участка с наибольшей интенсивностью нагрева в хвостовую часть ванны. В результате этого в ванне устанавливается разность уровней металла и изменяется очертание зоны расплавления.
На рис. 2.1 приведены схемы продольного и поперечного сечений ванны и шва, полученные при проплавлении пластины сосредоточенным подвижным идеализированным (точечным или линейным) источником теплоты, не оказывающим давления на панну жидкого металла (а), и обычным источником теплоты, оказывающим давление на ванну (б).

Рис. 2.1. Ванна и очертания зоны расплавления при проплавлении пластины
При одинаковых энергетических характеристиках источников и одинаковой скорости их перемещения при проплавлении пластины источником, оказывающим давление на ванну, достигается большая глубина проплавления. Это объясняется следующим. При идеализированном источнике нагрев металла осуществляется за счет теплопроводности, и очертания зоны расплавленного металла соответствуют положению изотермы с температурой плавления при установившемся процессе. При применении реальных источников в связи с вытеснением расплавленного металла в хвостовую часть ванны уменьшается толщина жидкой прослойки и создаются условия для дополнительного смещения изотермы плавления в глубь металла. Давление на расплавленный металл определяет разность его уровней в ванне.
При сварке плавлением в ванну добавляют присадочный металл, за счет которого образуется выпуклость шва (рис. 2.2). Наряду с этим присадочный металл необходим для заполнения разделки кромок и зазора между свариваемыми элементами.
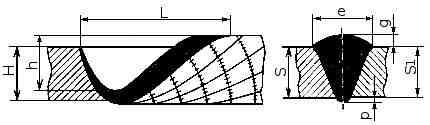
Рис. 2.2. Продольные и поперечные сечения ванны и шва и их основные
размеры:
S, Si — толщина свариваемых элементов; L — длина сварочной ванны; е
— ширина сварочной ванны и шва; g — выпуклость шва; р — высота корня шва
(проплава); Н — глубина проплавления; h - глубина уровня ванны
В зависимости от свойств источника нагрева, степени сосредоточенности теплоты в пятне, давления на ванну, а также режима процесса геометрические размеры шва и соотношения между ними могут существенно изменяться.

